家電制造領域迎來了一項重要的里程碑。美的集團洗衣機事業部憑借其卓越的智能制造實踐和前瞻性的數字化轉型戰略,成功通過了國家權威機構評定,榮獲全國首家智能制造“研產銷服”四級企業信息系統集成服務認證。這一殊榮不僅標志著美的在智能制造領域的領先地位,也為中國制造業的智能化升級樹立了全新的標桿。
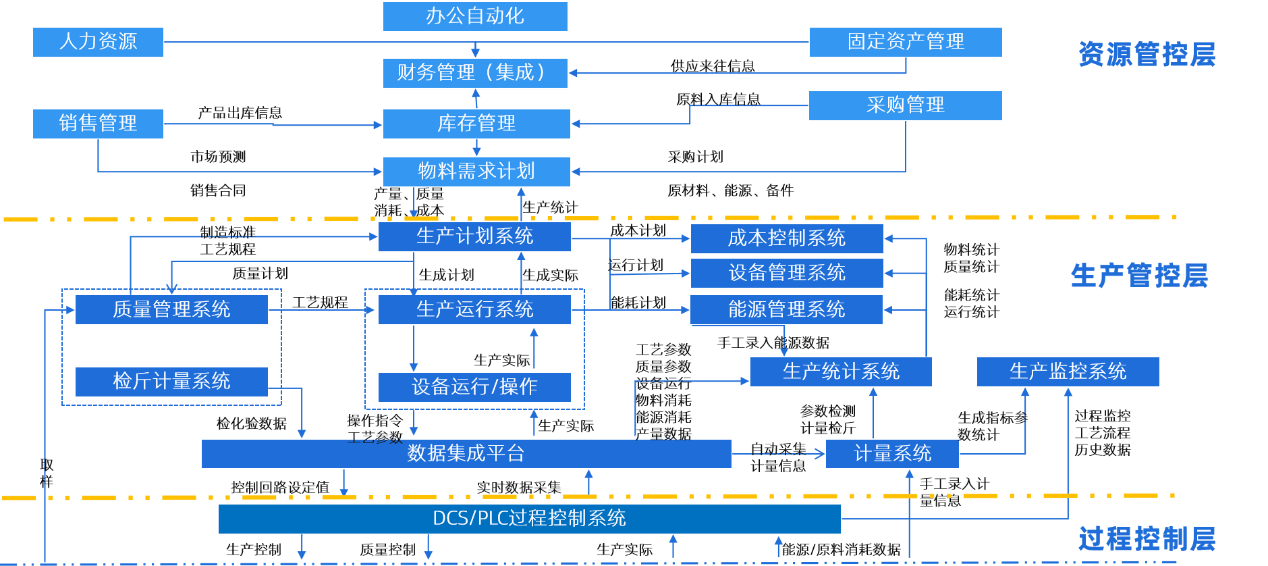
所謂“研產銷服”四級企業信息系統集成服務,是指企業在研發、生產、銷售、服務四大核心環節,實現了信息系統的高度集成與協同。美的洗衣機事業部通過構建統一的數據平臺和智能決策系統,打通了從市場洞察、產品創新、精益制造到智慧物流、客戶服務的全價值鏈數據流。在設計研發端,基于用戶大數據和仿真技術,加速新品迭代;在生產制造端,運用工業互聯網、AI視覺檢測、數字孿生等技術,實現柔性生產和質量精準管控;在銷售與服務端,通過全渠道數字化和智能客服系統,提升用戶體驗與運營效率。
這一認證的獲得,是美的長期深耕智能制造的結果。美的洗衣機事業部以“燈塔工廠”為藍本,持續推進自動化、信息化、數字化與智能化的深度融合。其智能工廠不僅實現了生產過程的透明化和可追溯,更通過數據驅動,實現了資源的最優配置和效率的持續提升。此次認證,是對其系統性、整體性數字化轉型成果的權威肯定。
美的洗衣機事業部將以此次認證為新的起點,持續深化“研產銷服”一體化協同,強化以用戶為中心的價值創造能力。這一成就不僅將助力美的在全球市場競爭中鞏固優勢,也將為整個中國家電乃至制造業的智能化轉型提供寶貴的“美的經驗”和“中國方案”,推動產業向高質量、高效率、高附加值方向發展。